*KYUSHU District
Hukuoka Pref. (Hukuoka), Saga Pref. (Saga), Nagasaki Pref. (Nagasaki),
Kumamoto Pref. (Kumamoto), Oita Pref. (Oita), Kagoshima Pref. (Kagoshima)
*Weave*
(p.125)



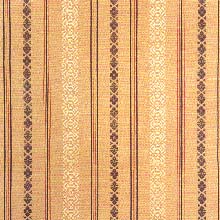
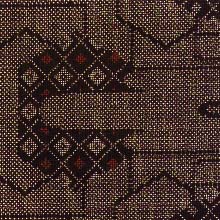
1. Produced in Fukuoka City, Fukuoka Prefecture.
2. Characteristics: Thick plain-woven silk fabric for sashes, hard to get loosened when
put on. Having a unique rustling sound, it is lustrous and firm. Designs come out as the
warp is raised after the weft is strongly woven in the compacted warp. There are 2 types:
"Kenjo(present) Hakata Ori" and "Mon Ori(woven design) Hakata Ori."
The Kenjo Hakata Ori is the fabric with continuous designs of stripes and stylized
"Dokko" and "Hanazara." "Dokko" is an iron club, an
instrument used in esoteric Buddhism. "Hanazara" is a plate on which incense is
burned and also used in Buddhistic rites. The Mon Ori is a general name of the gorgeous
fabric with multi-colored designs.
3. Uses: Sashes for men and women, "Date Jime"(under sash), neckties, handbags.
4. History: It is said that a man named Yazaemon Mizuta visited China in the company of
monks and learned the technique, producing the fabric which is regarded as an origin of
"Hakata Ori," in the Kamakura Period (1185-1333). It is natural, however, to
presume that "Kara Ori(Chinese weave)" or "Kanton(Kuang Tung) Ori,"
which was transmitted by Chinese immigrants, was the origin because Hakata had been a big
port since old days.
The present Hakata Ori was invented by a master of braided cord, Iemon Takewaka, who
improved the Kara Ori in the during1573-92.
When Nagamasa Kuroda, a famous warrior, became the feudal lord in the 1600, he protected
the production of the Hakata Ori and designated it as an item to be presented to the
Shogunate. The name of "Kenjo Hakata Ori" came from that fact.
In the "Kenjo Hakata Ori" only 5 colors were used imitating the system of Sui
Dynasty in China: they are purple (which signifies virtue), red(decorum),
yellow(sincerity), dark blue(wisdom) and blue(benevolence). A set of five sashes, each of
which is woven in a single color (both for background and designs), was called
"Goshiki(five colors) Kenjo." The feudal government kept the number of weavers
at 12 in view of maintaining good quality and scarcity value. It was actually a control of
production and made Hakata Ori very expensive.
"Mon Ori Hakata" had been woven since the Edo Period (1600-1868) and developed
much further after 1885 when the Jacquard weaving machine was imported. Most of the Hakata
Ori were made for sashes for men but in the middle of the Meiji Period it gradually
changed to become sashes for women.
*Weave*
(p.126)


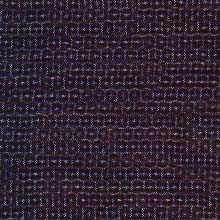
1. Produced in Kurume City Fukuoka Prefecture.
2. Characteristics: Most famous, high quality cotton "Kasuri." Kasuri patterns
expressed with the light and shade of indigo and white are beautiful. The fabric looks
naive and warm and most designs are geometrical patterns and small figures. One of the
three famous Kasuri(Bingo, Iyo and Kurume).
3. Uses: Clothes, working clothes, small articles.
4. History: Cotton fabrics were produced much in this area in Edo Period as the feudal
government encouraged frugality and banned people from wearing silk clothes.
Kurume Gasuri was first woven by a woman, Den Inoue, who got the idea of Kasuri by weaving
dots as designs while she was looking at some used clothes in which faded dots, now white,
looked like a certain pattern. Her fabric was called "Kasuri" and welcomed in
the market. She promulgated the weaving technique to the people around Kurume, where there
was no industry then.
With the improvement of looms and technical development in "E Gasuri"(figure
design Kasuri) and "Ko Gasuri"(small pattern Kasuri), all by local weavers the
Kurume area became a center for "Kurume Gasuri" production in the Meiji Period.
"Kurume Gasuri" enjoyed the popularity as the best cotton Kasuri.
In 1957, it was designated as the "Important Intangible Cultural Property".
After WWII, however, production by manual weaving decreased as chemical dyes and machine
woven fabrics took over the main production.
"Honba(genuine) Kurume Gasuri" is produced in the traditional technique in which
threads are tie-dyed in indigo and hand woven in loom.
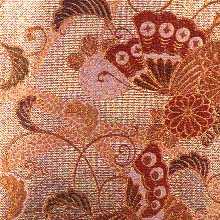
*Weave*
(p.127)


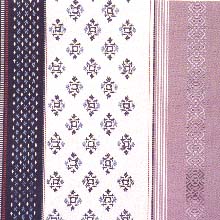
1. Produced in Saga City, Saga Prefecture.
2. Characteristics: Gorgeous twilled or plain woven fabrics with finely sliced gold or
silver foiled papers or lacquered hand made papers used as warp and multi-colored silk
threads or gold or silver papers used as weft.
3. Uses: Sashes, "Obijime"(undersashes), handbags, "Zori"(Japanese
sandals), purses.
4. History: It is said that a woman first wove a wicker design fabric hinted by designs
used in paperwork in Kyoto, her birthplace. The design developed as handicraft among the
women attendants in the warrior household. It is also said that the wife of the 9th feudal
lord of Nabeshima wove the wicker design suggested by the wicker design on the ceiling of
a room she saw while she was in a sickbed. Handmade papers only or both handmade papers
and cotton threads were first used as warp and weft. They were also called "Kumi
Nishiki" or "Kashima Nishiki." The weaving technique preserved in the
feudal government was discontinued and united under a central government reigned by
Emperor Meiji. However, it was revived by Mrs. Shigenobu Okuma, statesman and prime
minister, born in Saga Prefecture.
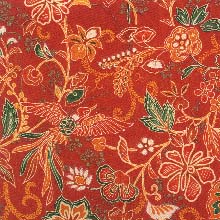
*Dye*
(p.128)



1. Produced in Hondo City, Kumamoto Prefecture.
2. Characteristics: Chintz dyeing usually applied to cotton or silk cloth. The designs
look exotic as they are the flowers and birds of Persia, India and Netherlands.
3. Uses: Clothing, sashes.
4. History: "Sarasa" dyeing was first imported from China (Ming Dynasty) through
the official trade in the early 15th century. Much more was imported since the end of the
Muromachi Period(middle and late 16th century) when "Nanban Sen"(literally, ship
of southern barbarians), European ships reached Japan.
In the middle of the Edo Period, the Japanese imitated the imported "Sarasa" and
dyeing was produced in several cities such as Nagasaki, Sakai and Kyoto. "Amakusa
Sarasa" was one of them and was first dyed in the 19 century by 2 local men who
learned the dyeing technique from Dutchmen and dyers in Kyoto.
The dyeing continued to the early Meiji Period but ceased in the 20�s of Meiji. In the
early Showa Period, the dyeing technique was revived by Hatsuyoshi Nakamura whose 2 sons
have been inheriting the technique.
Dyeing Method
For sources of dyes such plants as "Yamamomo"(Myrica rubia) and
"Kihada"(Phellodendron amurense) and such minerals as "Bengara"(red
oxide of iron) and "Prussian blue"(Ferrocyanide of iron) are used.
Paste resist is properly applied on paper patterns today to produce a number of colors.
*Weave*
(p.129)
1. Produced in Ayamachi Higashimorokatagun, Miyazaki Prefecture.
2. Characteristics: Silk Tsumugi(pongee) fabric hand woven with threads hand spun from
floss. Threads are dyed with plant dyes. The fabric is somewhat like the Okinawan�s.
3. Uses: Clothing.
4. History: A new fabric created by Tokiwa Akiyama in 1951, who made the best use of the
natural circumstances in an area where plant for dyes is rich and water is good for
dyeing.
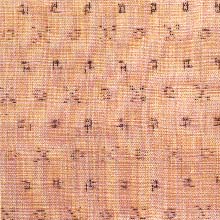
*Weave*
(p.130)


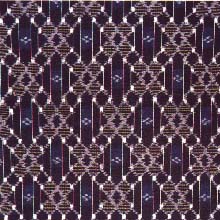
1. Produced in Kagoshima City, Kagoshima Prefecture.
2. Characteristics: Indigo dyed cotton fabric with splash pattern (Kasuri). There are 2
types: "Kon(dark blue) Satsuma" with dark blue background and "Shiro(white)
Satsuma" with white background and dark blue splash patterns.
3. Uses: Clothing.
4. History: A fabric called "Satsuma Kon(dark blue) Ori," had been woven
during1532-55, which was an indigo dyed cotton with plain or stripe patterns.
during1736-41, when "Satsuma Gasuri" was first woven. Before that period, the
feudal government of Satsuma(Kagoshima) used to put into market "Ryukyu(Okinawa)
Gasuri" by the name of "Satsuma Gasuri." The Ryukyu Gasuri was produced in
Ryukyu which was then reigned under the Satsuma feudal government. The Satsuma Gasuri
produced after WWII has designs more like those of "Oshima Tsumugi."
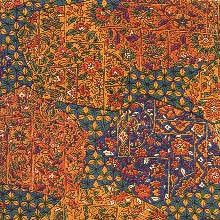
*Weave*
(p.130)




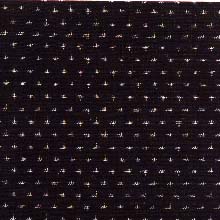
1. Produced in Amami-Islands Oshimagun, and Kagoshima City, Kagoshima Prefecture.
2. Characteristics: A plain woven silk fabric with pre-dyed scoured threads both for warp
and weft. The color is refined and calm and the fabric is soft and difficult to wrinkle.
Threads are dyed with plant dyes such as "Techiki" (Raphilolepis umbellata) and
indigo (Persicaria tinctoria) with a technique, peculiar only to "Oshima
Tsumugi," called "Ori Jime." As a variety, an additional treatment is made
to the dyed thread by dipping them in muddy water. It is "Doro(mud)
Zome(dyeing)." There are several kinds of "Oshima Tsumugi":"Doro
Oshima," "Ai(indigo) Oshima," "Doro Ai Oshima," "Iro(color)
Oshima" and "Natsu(summer) Oshima."
3. Uses: Clothing.
4. History: Judging from some of the spindles which were excavated from the ruins of the
Yayoi Period(ca. 300 BC-ca. AD 300), the people in the Amami Islands were weaving for a
long time. It is said that "Oshima Tsumugi" was originated from the fabric
transported from China one thousand and several hundred years ago, or that it was brought
from Kume Island in Okinawa. It is certain that sericulture was popular and
"Tsumugi" was woven with hand spun threads during 710-94.
During 1716-36, "Kasuri Tsumugi"(splash pattern pongee) was popular here. It was
woven with hand dyed threads. However, all of the Tsumugi were not in use for the general
people because the islanders were prohibited to wear silk clothing. The Tsumugi was only
an item used to pay taxes to the feudal government. It was only after the Meiji
Restoration that the Kasuri Tsumugi became a commodity for trading.
The Oshima Tsumugi produced by "Doro Zome" was born in 1878. A village housewife
happened to find the reddish brown(dyed with "Techiki") change to gray while the
dyed cloths were dipped for washing in the rice paddy water. This is the beginning of the
Doro Oshima.
As a result of studies, patterns also developed from a simple "Tate-Yoko(warp and
weft) Kasuri" to "Juji(cross) Kasuri" and "Kikko(tortoise shell,
hexagonal) Kasuri." Around 1900 a man invented a new technique called
"Ori(weaving) Jime," using a loom to dye threads. The technique enabled the
production of varieties of Kasuri designs, resulting in an increase of the demand.
Accordingly, the loom changed from "Jibata"(loom with no pedestals) to
"Takahata"(high loom) which is more effective in weaving. Thus the Oshima
Tsumugi won the reputation as the high quality fabric for clothes with precise designs.
"Ai(indigo) Oshima" was first produced in early Taisho(1912-26) and
"Iro(color) Oshima," in which chemical dyes are partially used, in early Showa
period(1926-89) .
Dyeing Method
1. "Doro Oshima Tsumugi"
(1) Threads dyeing: Enriched liquid is obtained after boiling the trunk of
"Techiki" in the water for about 10 minutes. Threads are dipped in the cooled
liquid and crumpled by hand with a small amount of lime for about 15 minutes, and then
dried in the sun. The process is repeated about 20 times.
(2) "Doro Zome": Threads are dipped in ferrous muddy water and immersed well by
crumpling, so that the color of the threads changes into brown. The details are: (a)
" Techiki dyeing" 3 times, (b) mud dyeing once, (c) washing in the water, (d)
"Techiki dyeing." After this process, "Techiki dyeing" is made 20
times and "mud dyeing" is made once. After several ten times of the repetition
of the above process, the threads become dark brown and more pliant.
(3) "Shiro Oshima": Fabric woven with threads which are dyed with white mud of
the volcanic ashes of Mt. Sakurajima, an active volcano in Kagoshima Prefecture.
2. "Ai Oshima Tsumuki": Threads are dyed in indigo and patterns are left white.
3. "Doro Ai Oshima Tsumugi": Threads are dyed in light blue first and then both
"Techiki dyeing" and "mud dyeing" are applied to them.
4. "Iro Oshima Tsumugi": Variety of "Doro Oshima" and "Ai
Oshima." Red, yellow and green are added to them by chemical dyes.
Last modified:10-December-1997