*KINKI District
Kyoto Pref. (Kyoto), Hyogo Pref. (Kobe), Shiga Pref. (Otu),
Mie Pref. (Thu), Nara Pref. (Nara), Osaka Pref. (Osaka), Wakayama Pref. (Wakayama)
*Weave*
(p.97)

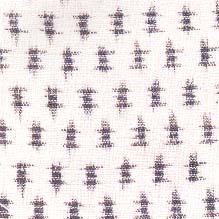
1. Produced in Meiwacho Takigun, Mie Prefecture.
2. Characteristics: Cotton fabric woven with threads dyed in indigo produced by local
farmers.
3. Uses: Clothing, bedding.
4. History: Several kinds of cotton fabrics and mixed woven fabrics had been produced in
quantity by farmers as side jobs in this district during 1573-96. These fabrics were
shipped to Edo by traders in Ise(Mie Prefecture) and became known as quality cotton
fabrics in the 1681-1704. In the middle of the Meiji Period(1868-1912) the production
became specialized. Since around 1936, production decreased with the introduction of
weaving machines.
*Weave*
(p.97)

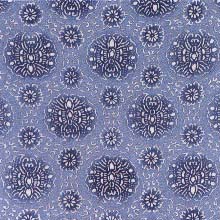
1. Produced in Yamatotakada City, Nara Prefeture.
2. Characteristics: Cotton fabric with indigo colored splash patterns produced by wood
plate dyeing.
3. Uses: Mainly for menŐs clothes.
4. History: Production started in the 1750Ős when a man in this district imitating
"Echigo Jofu" in Niigata Prefecture, invented dyeing splash patterns on white
cotton fabric. It continued till the end of the Meiji Period but has been discontinued.
*Weave*
(p.98)

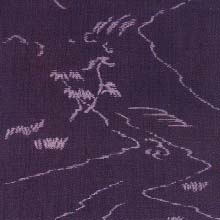
1. Produced in Nara City, Nara Prefecture.
2. Characteristics: Hemp fabric bleached in the sun.
3. Uses: Clothing, sashes, underwear, cloths used in temples and shrines, cloths used at
tea ceremony, "Noren"(shop curtains).
4. History: Bleached cloth was once called "Bakufu" which was originated in the
Nara Period(710-94). The bleached cloth was first produced in this area during1596-1615.
The demand increased since1624-44, as the Shogunate designated it as a cloth to be used
for formal wear. The material of "Nara Zarashi" is "Choma" or
"Karamushi"(ramie, Boehmeria Nivea). All the "Choma" grown and reaped
in other districts were imported and bleached here. No more hand spun "Choma"
threads are used today. They were replaced by ramie threads and the amount of production
had decreased.
*Weave*
(p.98)
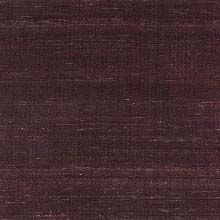
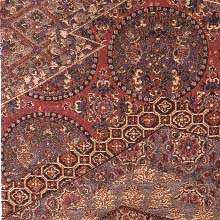
1. Produced in Sakai City, Osaka-fu.
2. Characteristics: Hand woven cotton rug with designs.
3. Uses: Rugs
4. History: It is said that the townsmen in Sakai first wove these rugs around 1831 after
imitating "Nabeshima Dantsu" and Chinese rugs. Due to mechanical improvements in
the Meiji Period weaving of wide rugs became possible. Around 1898 most of the products
were exported. After WWII, handwoven Dantsu was replaced by machines. Wool is used as weft
today.
*Dye*
(p.99)


1. Produced in Nagahama City, Shiga Prefecture.
2. Characteristics: Silk fabrics among which "Hitokoshi Chirimen(crepe)" is
regarded as of best quality. "Hitokoshi Chirimen" is a crepe in which both left
hand threads and right hand threads are used one after the other as weft. "Hama"
is an abbreviation of "Nagahama."
3. Uses: Cloth for dyeing.
4. History: It has been recorded that high quality twill silk fabrics had been woven here
around 714 in the Nara Period . Nagahama Chirimen was first woven here by a few men who
introduced the technique of crepe in Tango(Kyoto Prefecture) year of Horeki Era(1751-64).
Since then, the production increased under the patronage of the feudal government and the
amount reached its height in the Ansei Era(1854-60), producing various types of crepes.
The Meiji Restoration, which brought the end of the feudal system, declined the
production.
However, the popularity of crepe and introduction of power driven looms in early Taisho
years revived the production. As producer of high quality fabrics for dyeing, Nagahama has
been well known as rivaling Tango which produces excellent crepe.
*Weave*
(p.100)

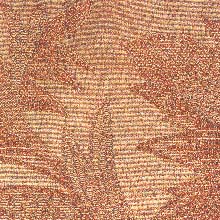
1. Produced in Echigawamachi, Hatanoshomachi Echigun, Shiga Prefecture.
2. Characteristics: Quality hemp fabric with fine wrinkle and designs of splash patterns.
Hemp is bleached in the water of Lake Biwa, dyed and plain woven.
3. Uses: Summer clothes.
4. History: Hemp had been planted widely in this area since olden days and hemp fabric was
used as an item for presents and souvenirs by the name of "Takamiya Nuno"(cloth
in Takamiya, the area around Hikone City today).
In the Edo Period, the local feudal government supported the production by establishing a
research office in 1780Ős. In the end of the Edo Period, new fabrics were woven with
threads which were dyed with the wood plate process. It made this area very popular as a
big center producing hemp fabrics. Hand spun threads had been traditionally used, however,
they were replaced with spun flax around 1878 and with ramie threads towards the end of
the Meiji Era.
*Weave*
(p.100)

1. Produced in Shiga Prefecture.
2. Characteristics: Recycled fabric woven with re-spun threads and down used as weft.
3. Uses: Sashes.
4. History: Traditionally fabric woven since more than 450 years. Hand woven with threads
recycled from used silk, hemp and cotton, which were used for fishnets at Lake Biwa, and
down of waterfowl.
Rikyu Sen, founder and master of tea ceremony, said in high praise that it shows the
culmination of "Wabi"(simple and quiet) and "Sabi"(elegant
simplicity).
*Weave*
(p.101)

1. Produced in Yasumachi Yasugun, Shiga Prefecture.
2. Characteristics: Cotton fabric woven with threads dyed in indigo.
3. Uses: Clothing.
4. History: Farmers in this district grew cotton to weav cloth for their own use. They
spun and had dyers dye the threads. The situations changed around 1948 and the need for
indigo dyed cotton decreased. Only one factory keeps the tradition today. The technique
was designated as "Intangible Cultural Property" in 1958.
Dyeing Method
Indigo is put into wooden vats and fermented at the natural temperature in early
summer, with no additional heating. The technique is identical to that preserved in
"Kurigoma Shoai Zome" in Miyagi Prefecture.
*Dye*
(p.101)



1. Produced in Kayamachi Yosagun, Mineyamamachi Nakagun and others in Kyoto-Fu.
2. Characteristics: High quality silk fabric plainly woven with left-handed thread as warp
and right-handed thread as weft. Crimps are made by another process. There are several
kinds of Chirimen(crepe) depending on the size of crimps.
3. Uses: Cloth for dyeing.
4. History: The history of Tango Chirimen is 250 years old and that of the fabrics in
general in the Tango district is about 1,200 years. It is said that the Chinese immigrants
lived here and started weaving in the years when the capitals were in several places in
Nara Prefecture. This district was well known for the production of "Seigo Ori"
in the Muromachi Period(1333-1568). The technique of "Chirimen" came from China
and was first introduced into Sakai(port town, Osaka) and then to
"Nishijin"(Kyoto City) in the Tensho Era(1573-92).
The origin of crepe weave in this district was in Kyoho Era(1716-36) when 3 local men
studied at Nishijin and brought the technique to some towns in this district. As the
climate is fit for crepe, the Tango district has produced the most Chirimen in Japan.
*Weave*
(p.103)

1. Produced in Miyazu City, Kyoto-Fu.
2. Characteristics: Naive fabric hand woven with fibers from the wisteria vine. Looking
like hemp fabric, it is coarse and has thick fibers.
3. Uses: Working clothes,"steaming cloth,""Tatami"mat borders,
pouches.
4. History: One of the oldest fabrics woven since the 8th century. The fabrics of wisteria
vine fibers had been produced in various places in Japan till the Meiji Period, however,
they are produced only at a few places today, including a mountain village in Yamagata
Prefecture.
*Weave*
(p.103)



1. Produced in Kamigyoku Kyoto City, Kyoto-Fu.
2. Characteristics: The name "Nishijin"(west position) came about because these
gorgeous fabrics were produced in the area in Kyoto where the position of an army, then
called "West Army" was in a civil war("Onin no Ran") which lasted 10
years, ending in 1477.
As it is woven with threads of many colors,"Nisahijin Ori" is a gorgeous and
brilliant fabric representative of Japanese textiles. More than 150 ways of weaving are
used to achieve the varieties of fabrics: in general, however, 2 kinds;"Mon Ori"
and "Tsuzure Ori." As far as the sashes are concerned, "Nishijin" is
one of the 3 cities producing quality sashes.
3. Uses: Sashes, clothing, gold brocades, thick curtains, interior and textile art.
4. History: The history of "Nishijin Ori" is only 500 years old, but that of
silk fabrics in this area is older and with much ups and downs. A Korean named Hata, with
some 1,000 Koreans settled here and started sericulture and silk weaving in the 5th or 6th
century. When the capital was moved here in 794 and the Fabric Office was established,
Kyoto developed into a flourishing center of fabrics for imperial families, nobilities and
court officials. Such quality fabrics were woven as "Ra" and
"Sha"(gauze), "Aya"(figured twill), "Kome Ori"(kind of
gauze) and "Nishiki"(brocade).
In the Muromachi Period, Kyoto became a battlefield as a civil war broke out. Weavers left
here for Nara and Sakai but came back after the war. They established a weaverŐs guild,
resuming the production here. As the Ashikaga Shogunate protected it, Nishijin weaving
reached an extensive development.
In the Azuchi Momoyama Period(1568-1600) production of many kinds of weaving was possible
due to the patronage of a warrior ruler Toyotomi and trade with China. Through the Chinese
came the technique of weaving "Kinran"(rich brocade with gold threads),
"Donsu"(damask) and "Shusu"(satin).
The weaving industry declined off and on in 1730 and again in 1788 due to a big fire in
Kyoto. After that, however, the industry was revived because of the weaversŐ efforts in
developing the techniques and the quality and also because the townsmen class, now rich,
supported the industry. Thus, Nishijin became the center of quality fabrics.
The industry continued to prosper even after the Jacquard machine was imported in the
Meiji Period. Nishijin has been the greatest center of the silk fabric industry.
"Tsuzure Ori" is a technique in weaving designs in plain weaves with thick twist
yarns as weft. A sketch of the design is placed under the warp in the loom and the weaver
puts in the weft while looking at the design through the warp. The weft in general is
woven by using a reed with the width of the fabric. In "Tsuzure Ori," however,
colored threads, including gold and silver, are woven into the design. The weaversŐ
nails are shaped like saw teeth and used for fixing the threads into the design.
Therefore, "Tsuzure Ori" is also called "Tsume(nail) Tsuzure."
*Dye*
(p.105)


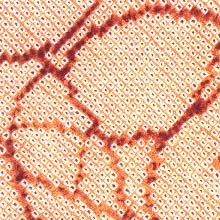
1. Produced in Kyoto City, Kyoto-Fu.
2. Characteristics: A tiny pointed tie dye, regarded as the highest class tie dye
3. Uses: Clothing, sashes.
4. History: The tie dye has a long history originating in China from where it was
imported. The origin was "Kokechi," one of the "Three Press Dyes in
Tenpyo(729-748)," that is, "Kyokechi"(plate dye), "Kokechi"(tie
dye) and "Rokechi"(batik). The tie dyed fabrics from the Asuka Period(593-710)
are stored at Horyuji Temple and those from the Nara Period(710-794) are at the
Shosoin(Imperial Treasure House) in Nara Prefecture.
In much later years, "Tsujigahana" was produced towards the end of the Muromachi
Period and became very popular in the Edo Period. These tie dyed fabrics were widely used
not only for clothing but also for "Tegara"(chignon band), sashes and
undershirts.
Although the Tokugawa Shogunate enacted sumptuary laws several times the use of bright and
gorgeous "Kanoko,"production has not been disrupted until today."Kanoko
Shibori" was first used as sash bustle after WWII. Most of the tying jobs are done in
Korea today due to manpower shortage in Japan.
Dyeing Method
1. A sketch is drawn with "Aobana"(juice from the flower of "Murasaki
Tsuyukusa," dayflower, Commelina communis).
2. Points are picked up with a needle and tied with silk threads several times. The
difference in the amount of the area to be picked up and the number of tying points bring
about varieties of "Kanoko" such as "Hitta Kanoko,""Kyogoku
Kanoko" and "Hitome Shibori."
3. The number of points tied ranges from 45 to 70 in one "Shaku"(about 30cm).
8,000 to 9,000 points are tied for "Hekoobi"(soft sash, a cloth with 36-38 cm
width and 380 cm length), and some 250,000 points for Kimono cloth(usual size of which is
36-38 cm width and 985 cm length).
4. The cloth is dip dyed, dried, and the thread removed and then steamed.
*Dye*
(p.106)




1. Produced in Kyoto City, Kyoto-Fu.
2. Characteristics: Gorgeous and picturesque designs, dyed in multicolors also called
"Hon(main)Yuzen." One of the design dyeing using glue resistant.
"Tegaki" means hand-painted. Most famous dyeing applied on Kimono.
"Itome"(thread line) is the white outline left in the designs after the dying
process is completed.
3. Uses: Cloths for "Furisode" (gorgeous Kimono with long hanging sleeves),
"Tomesode"(formal Kimono) and "Homongi"(visiting Kimono), all for
women.
4. History: The bleaching of hemp and plant dyeing existed since the old days in the Kyoto
area. But the rapid development in dyeing techniques occurred in the Nara Period when
exchanges started with China and Korea.
The origin of "Yuzen Dye" is said to be "Kokechi"(batik), one of the
Three Press Dyes in Tenpyo. The batik was originated in India and transmitted to Japan via
China. In the Nara Period, melted wax was applied on cloth as a resistant and was removed
after the dyeing process.
"Rokechi" was not produced in the Heian Period but was revived around the end of
the Muromachi Period when "Wa Sarasa,"(Japanese printed cotton) was produced and
designs by wax resistant method was revived.
During the Kanei Era in the Edo Period,"Chaya Zome" was produced. Designs of
natural features in the 4 seasons were dyed with the use of "Yoji Nori"(tooth
pick glue), made of sticky rice, and "Tsutsu Nori"(cylinder glue), with a
cylinder and pushed out of its tapering end.
"Yuzen Zome" is a dyeing process for multi-colored designs invented in 1688-1704
,by Yuzensai Miyazaki,painter of designs for folding fans in Kyoto. The "Yuzen
Zome" process uses the "Rokechi" technique from Nara, "Sarasa
Zome" and "Tsujigahana" techniques from the Muromachi Period and the
"Chaya Zome" technique from the Edo Period.
The "Yuzen Zome" dyeing was applied to cotton and has become much popular.
Dyeing Method
1.Sketching the design.
2. "Jinoshi" - straightening of the cloth.
3. "Sumi Uchi" - marking with Chinese ink the area for cutting with scissors and
the area for folding the sleeves.
4. "Kari Eba" - Temporary tailoring.
5. "Shita E" - Sketching the design with "Aobana," juice from the
flower of "Murasaki Tsuyukusa"(dayflower.)
6. "Shinshi Hari" - Stretching the cloth with tenter hooks as temporary
tailoring.
7. "Itome Nori" -Applying glue resistant to the outline of the design with a
cylinder.
8. "Ji Ire" - "Gojiru," juice of ground soybeans, is applied all over
the cloth.
9. "Sashi Yuzen" - Dyes are put on the design with a brush and a brush pen.
10. "Mushi" -Steaming the cloth in high temperature in a steaming box to fix the
dye.
11. "Fuse Nori" - Glue is applied on the dyed design to make it resistant to the
dye on the background.
12. " Ji zome" - The back ground is dyed with a big brush and the cloth steamed
again.
13. " Mizu Arai" - Washing the cloth so that all resistant is removed.
14. "Yunoshi" - Steaming to remove wrinkles from the cloth and straightening and
fixing the width of the cloth.
15. "Inkin" and "Shishu" - Decorating the cloth with gold leaf and/or
embroidery.
16. "Age Eba" - Temporary tailoring and finishing with special care the design
to be fixed well.
*Dye*
(p.108)


1. Produced in Kyoto City, Kyoto -Fu.
2. Characteristics: "Yuzen dye" with paper patterns and "Utsushi
Nori," blend of dye and glue. The name is an abbreviation of "Katagami(paper
pattern) Yuzen Zome(dye)." It is also called "Itaba Yuzen." As the
technique is different from "Itome Yuzen," there is no "Itome"(thread
line). Capable of mass production, the price of "Kata Yuzen" is lower than
"Tegaki(hand dyed) Yuzen."
3. Uses: Clothing, undergarments, clothes for the 7-5-3 Festival, lining cloths for
"Haori"(coat for Kimonos).
4. History: The production of "Kata Yuzen" is said to have started around 1880,
when Jisuke Hirose, master craftsman of "Sashi Yuzen"(dyeing with a brush),
applied to silk fabrics the technique invented by Shinzaburo Horikawa in Kyoto, which was
for dyeing muslin with "Utsusi Nori."
"Kata Yuzen" caused the price of Yuzen to drop and also it became popular among
the common people. Most of the Yuzen produced today is "Kata Yuzen."
Dyeing Method
1. The paper pattern is placed on white cloth.
2. "Utsushi Nori," which is also called "Iro Nori,"(colored glue),
mixture of chemical dyes and glue, is applied on the pattern with a spatula.
3.The cloth is steamed to fix the dye to the cloth, and then washed in the water to remove
the glue.
4. It is necessary to prepare as many number of sheets of paper patterns as the number of
colors used. Several dozens of patterns are usually used and more than 100 are
occasionally used.
*Weave*
(p.108)

1. Produced in Aogakicho Hikamigun, Kyoto-Fu.
2. Characteristics: Hand woven fabric of handspun cotton.
However, "Tsumami Ito," hand spun threads from waste cocoon are sometimes mixed
as weft. The cloth is rough and beautiful, different from other cotton fabrics. Threads
are dyed with plant dyes and the colors are only indigo, brown and green. The lightness
and darkness of the 3 colors give the variations to the designs of stripes and cross
stripes.
3. Uses: Farming clothes, bedding. Also loved for use as a pouch for tea caddy for tea
ceremonies.
4. History: It was produced in quantity by the name of "Shima(stripe), Nuki
Momen(cotton)" or "Saji Momen" in the late Edo and the middle Meiji period,
but ceased in the Taisho Period. In the early Showa Period, a noted folkcraft
researcher,Muneyoshi Yanagi, happened to discover it at a morning fair in Kyoto and named
it "Tanba(Kyoto) Fu(cloth)."
It was revived in 1954 for its preservation, with the efforts of a local group led by
Yanagi and Rokuro Uemura and the technique is preserved today.
Last modified:10-December-1997