CHUBU District
Yamanashi Pref. (Kohu), Nagano Pref. (Nagano), Gihu Pref. (Gihu),
Aichi Pref. (Nagoya), Shizuoka Pref. (Sizuoka)
*Weave*
(p.85)


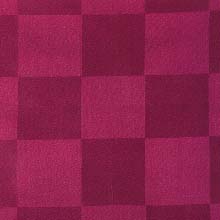
1. Produced in Tsuru City, Yamanashi Prefecture.
2. Characteristics: A twilled silk fabric, lustrous, soft and smooth. Softened silk
threads are used both for warp and weft.
3. Uses: Bedding, cushion covers, lining cloths for clothes and "Haori"(short
outer coats).
4. History: The origin of "Koshu Hattan" was a Chinese silk fabric called
"Kaiki," which was a plain fabric transmitted to Japan in the 16th and 17th
centuries. The same type of silk fabrics were produced in central part of Koshu(Kai,
Yamanashi Prefecture) in the Edo Period(1600-1868). It was called "Gunnai Kaiki"
and expressed by the name of "Kaiki"(Kai silk) with the same pronunciation but
with a different meaning. The technique of "Hattan" twill weave was introduced
from Hachioji and applied to the "Kaiki" in 1910Ős. There are several kinds of
"Kaiki" today with variation in colors and types of threads used as warp and
weft.
*Weave*
(p.85)
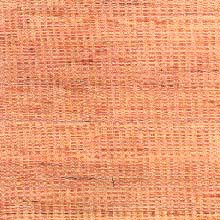
1. Produced in Kawaguchikomachi Tsurugun, Yamanashi Prefecture.
2. Characteristics: Thick and heavy silk fabric, woven with organzine ('Mo- roneri
ito"), mostly with horizontal stripes.
3. Uses: Clothing.
4. History: Striped "Tsumugi"(pongee) was woven in this area in the1830Ős.
When the technique for using twisted threads for warp was introduced here in the Meiji
Era, "Oishi Karaito Ori" was born. "Kara ito" means organzine.
*Weave*
(p.86)


1. Produced in Ueda City, Nagano Prefecture.
2. Characteristics: A thick and strong striped pongee, also called "Ueda
Jima(stripes)".
3. Uses: Clothing.
4. History: Origin is not clear but is said to have been woven since 300 years ago. Having
reached its height in production during 1800 to 1840Ős, the fabric spread its market to
Kyoto and Osaka. Due to its popularity, special express courier was established.
The Ueda Tsumugi then was striped indigo, mostly with crossed stripes. Although it
declined after the Meiji Era, production was revived after the WWII as a result of an
effort by a man named Shoji Kanai. Spinning and weaving are mostly mechanized, producing
varieties of stripes.
*Dye*
*Weave*
(p.87)


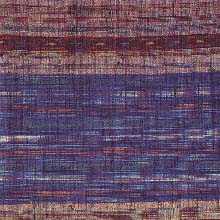
1. Produced in Ariake-Hotakamachi Minamiazumigun, Nagano Prefecture.
2. Characteristics: "Tensanm" also called "Yama Mayu"(mountain or wild
cocoon) is a cocoon of a Japanese oakworm moth(Antheraea yamamai). In this Tsumugi, silk
is used as warp and as weft, the combined threads hand spun from both wild and domestic
cocoons. Its luster is of elegant light green. It is light, strong and warm. It rustles
when touched with each other.
3. Uses: Clothing.
4. History: The growing of wild cocoon started in the oak woods in Ariake during 1780Ős.
It was marketed during 1820Ős, and 50% of all farmers in Ariake raised cocoons in the
early and middle of the Meiji Period(1868-1912) producing 8 million cocoons a year.
In the late Meiji Era, however, noxious insects and ashes erupted from volcano resulted in
the decline of production. The moth itself is not resistant to diseases and the oak woods
became smaller. However, a small amount of the wild cocoon is produced today, but there is
no pongee of 100% wild cocoon. The combination rate is 10 domestic to 1 wild cocoon. The
Tsumugi of 100% wild cocoon would be enormously expensive. "Kodai Ashiginu,"
coarse silk fabrics of ancient times(in and before the 10th century) is regarded as a
fabric from the wild cocoons.
*Weave*
(p.88)

1. Produced in Iida City, Nagano Prefecture.
2. Characteristics: Silk fabric, hand woven with pre-dyed threads, dyed with plant dyes.
3.Uses: Clothing.
4. History: The origin is the home made Tsumugi in this area. A woman living in Tomita,
wove thin silk fabrics with hand spun threads from double cocoons in 1816. It was marketed
as "Tomita Ginu" and became popular in Kyoto where it is dyed with the design of
plum blossoms. In the Taisho Era, weaving machines were introduced and produced various
items. However, only hand woven Tsumugi and white plain fabrics are produced.
Dyeing Method
Threads are dyed with plants which grow wild in the basin of Tenryu River, containing
such mordant as iron, wood ashes and alum. The dye plants are
apples,persimmons,"Ume"(plum,Japanese apricot),chestnuts,
"Yomogi"(mugwort, Artemisia indica), "Shiso"(beefsteak plant, Perilla
frutescens crippa), "Hinoki"(white cedar, Chamaecyparis obtusa), maple,
eggplants, sweet potatoes, and so on.
*Weave*
(p.88)


1. Produced in Hachimancho Gujogun, Gifu Prefecture.
2. Characteristics: Tsumugi hand woven with hand spun threads and dyed with plant dyes.
First woven with the threads of wild cocoons originated in India, it is woven today with
the threads from double cocoons. Designs are mostly stripes, crossed stripes, splash
patterns(Kasuri) and some geometrical patterns. It has quality of both silk and wool,
strong, warm and free from wrinkles.
3. Uses: Clothing.
4. History: This district was known as producing quality silk threads since more than
1,000 years ago. The silk threads, called "Sodai Ginu," had been designated as
the threads for weaving formal garments for the priests in Ise Shrine. When the fugitives
of the Heike Clan settled here, they started weaving "Tsumugi" by spinning from
wild cocoons an dyeing threads with plant dyes. Based on this weaving tradition, the Gujo
Weaving Institute started in 1947 weaving the Tsumugi which is called "Gujo
Tsumugi" today. Threads are taken from the cocoon produced by spring silkworms.
*Dye*
(p.89)
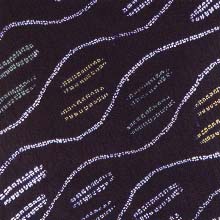
1. Produced in Nanokamachi Takayama City, Gifu Prefecture.
2. Characteristics: Fine pattern dyeing with pine soot
3. Uses: Clothing.
4. History: In the Meireki Era (1655-58) a well known master swordsman in Kyoto, Kenpo
Yoshioka, used to dye cloth in blackish brown , it was called "Kenpo Zome" or
"Yoshioka Zome." Although it is unknown when this dyeing came to Takayama, it is
sure that this dyeing with black fine patterns was identical to "Yoshioka Zome."
Dyeing Method
1. Paper stencils are put on a cloth and resistant blud(blend of sticky rice, rice
bran and slaked lime) is applied on the stencils with a spatula and dried.
2. The cloth is stretched on tenterhook and the juice of ground soybeans
("Gojiru") is applied on it. Then the dye, kneaded blend of pine soot and
soybean juice, is applied on the cloth with a brush.
3. After drying, the cloth is washed in water.
*Weave*
(p.90)

1. Produced in Kakegawa City, Shizuoka Prefecture.
2. Characteristics: Fabric woven with fibers taken from the vine of "Kuzu"(arrow
root, Pueraria thungeriana lobata), also called "Kappu." An oldest type of
fabric.
3. Uses: Once used for "Hakama,"(skirt,) "Kamishimo"(formal dress,)
and mosquito net. Today it is used for raingear, sliding doors and wall cloths.
4. History: The cloth was used for "Nubakama," loose trousers worn when
"Kemari"(kind of football played by court nobilities) is played. In the Kamakura
to EdoPeriods(1185-1868) it was called "Kakko" and used for summer
"Hakama." Cloths are plain, striped, and dyed in indigo and light brown.
Dyeing Method
1. "Kuzu" vine is reaped in May.
2. Fibers are taken from the vine and boiled in lime and then bleached in water.
3. Cotton, hemp or silk threads are used as warp and the fabric is woven on a
"Takahata"(raised loom.)
*Weave*
(p.90)

1. Produced in Hamamatsu City, Shizuoka Prefecture.
2. Characteristics: Wool like silk fabric woven with dupion silk threads(taken from double
cocoons) and pongee threads. 2 kinds of weaves: plain and twill; designs are large stripes
and cross stripes. Thick hand woven "Tsumugi."
3. Uses: The plain weave is for clothes and the twill for "Haori", coats and
sashes. The wide twill cloths are for Western clothes, table cloths and neckties.
4. History: The textile industry in Hamamatsu, which used to produce cotton fabrics called
"Enshu Momen(cotton)," declined in the economic recession in the end of the
Taisho Period. Zazanza Ori was developed in the 1930Ős ,when Minoru Hiramatsu, weaver of
traditional cotton fabrics in Hamamatsu, created this fabric by weaving manually with
knotted dupion silk threads and pongee threads.
"Zazanza" is an onomatopoeia of wind, soughing through pine trees, taken from a
phrase in a "Kyogen" piece, "Chatsubo"(tea canister).
"Kyogen" is a comic interlude performance in a "Noh" program. The
phrase which is "the sound of pines on beach Hamamatsu is ÔzazanzaŐ." This
is why Zazanza Ori is loved by those who are interested in tea ceremony.
*Weave*
(p.91)

1. Produced in Kamesakiono Chita City, Aichi Prefecture.
2. Characteristics: White cotton cloth Some are bleached, tie-dyed or print -dyed Bleached
fabric is known as "Chita Sarashi" and used for hand towels.
3. Uses: Hand towels,"Yukata"(summer dishabille).
*Dye*
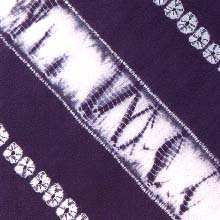
(p.91)




1. Produced in Arimatsumachi, Narumimachi Midoriku, Nagoya City, Aichi Prefecture.
2. Characteristics: Dyeing of cotton produced in Arimatsu and Narumi. The color was only
indigo in the past and the dyed cotton cloth was used for summer dishabille and hand
towels. Other colors are used today and they are applied not only to cotton but also to
silk and used for Western clothes.
3. Uses: Clothing, hand towels, Western clothes.
4. History: A man in Arimatsu,, who participated in the construction of Nagoya Castle in
Keicho Era(1596-1615), started dyeing hand towels of cotton produced in this area in
spotted patterns after imitating tie-dyed clothes worn by masons and warriors in
Bungo(Oita Prefecture).
A wife of a medical doctor named Miura, who moved from Bungo to Arimatsu, also developed
the Arimatsu Dyeing by teaching local people the technique of tie dyeing. Then it was
called "Miura tie dye" after the name of the doctor.
The Arimatsu dye became popular as a special product in Owari Feudal Domain as Arimatsu
was a post town. Quality was improved and the variety of dyes increased: red and purple,
in addition to indigo, were also used.
Arimatsu Shibori was most flourishing in 1690Ős, when the custom to wear dishabille
after a bath was widely fixed.
Dyeing Method
1. Sketching. The paper stencil is put on plain white cloth and the liquid, called
"Seika Eki"(blue flower liquid), made from the flower of "Murasaki
Tsuyukusa"(dayflower, Commelina communis) is applied on the stencil. Today, synthetic
liquids are used instead.
2. Tie-dyeing. The tying work is mostly done by housewives. There are more than one
hundred and scores of ways of tying and many people hold their own tying techniques in
many areas.
3. Dyeing. The cloth is dried after the Seika Eki is removed. Indigo was the main dye
before but chemical dyes are used for dip-dyeing today.
4. Finishing. After fully dried, the tying threads are drawn. Then, the cloth is steamed
and stretched with a tenterhook.
Last modified:10-December-1997