KANTO District-2
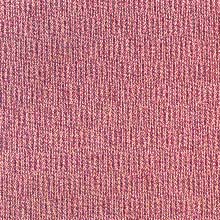
*Weave*


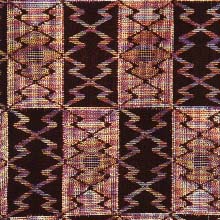
1. Produced in Tateyama City, Chiba Prefecture.
2. Characteristics: A fabric woven with thin cotton threads dyed with plant dyes, having
luster like silk as it is fulled; the designs are chic and fascinating.
3. Uses: Clothing, "Haori" coat, "Hakama".
4. History: Since it was imported from St. Thomas in India, it was first called "San
Tome" but in later years called "Tozandome." Cotton fabrics woven with
domestic cotton but looking exotic were loved much in Edo and its surrounding areas in the
middle of the Edo Period(1600-1868). As they were loved by most people beyond the
difference of classes and sexes, they were produced in many districts among which the one
produced in Kawagoe(Saitama Prefecture) was popular.
A weaver, Mosuke Saito who studied the technique in Kawagoe moved toTateyama in 1890 and
developed it and his descendents have been monopolizing its production till today.
Dyeing Method
The colors are indigo, light brown, grey, yellow, light blue, red, reddish brown,
blackish red and the kinds of dyes are indigo "Yamamomo"(Myrica rubia), bark of
"Shiinoki"(Castanopsis cuspidata), "Gobaishi"(Galla),
"Yashabushi"(Corylus heterophylla). Only for the red color, a chemical dye is
used.
After dying, the threads are dried in the sun. Woven fabrics are dipped for half an hour
in lukewarm water to remove its harshness. They are beaten with fulling block on a paper
spread on stone and then steamed for a finish.
*Dye*
(p.73)

1. Produced in Choshi City, Chiba Prefecture. Takamatsu City, Kagawa Prefecture.
2. Characteristics: A simple method of dyeing with glue resistant. The glue is put in a
cylinder made of paper and squeezed out from the tip. There are various designs including
those eye-catching lines and outlines which can not be produced by stencils.
3.Uses: Bedding,"Noren", "Yutan"(oil cloth), "Tairyo
bata"(good catch flag), "Maiwai"(good catch party clothes), wrapping cloths
used at festivals, carp streamers, banners, advertisement curtains.
4. History: The dyeing method using glue resistant is applied in stencil dyeing and hand
dyeing("Tsutsugaki Zome" and"Yuzen"). It was originated in China and
brought to Japan via "Ryukyu"(Okinawa) or via Korea. "Kaga Zome" and
"Yuzen Zome," in which the glue resistant method is used, appeared in Japan in
the Genroku Era, while "Tsutsugaki Zome" was in use in Okinawa in the late 1560Ős.
It is said that "Tsutsugaki Zome" was transmitted by traders to the districts on
the coast line for fabrics of specific mode for fishermen.
Dyeing Method
Sketches are first drawn with "Aobana," juice of flowers of "Murasaki
Tsuyukusa"(dayflower, Commeline communis) and glue, made of glutinous rice and rice
bran, is used. Colored glue is also used.
A good catch flag in Choshi is dyed dynamically with several kinds of dyes by several
dyers. Both designs and backgrounds are dyed with brushes. No plant dyes are used today
only chemical dyes.
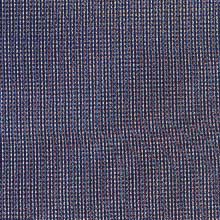
*Weave*
(p.74)

1. Produced in Sukage Hanyu City, Saitama Prefecture
2. Characteristics: Cotton fabric woven with indigo dyed threads. Warp and weft are
usually dyed in indigo but warp is sometimes dyed in "Bengara"(red-ocher rouge
or Indian red). It is also called "Bushu Aojima(blue stripes in Saitama).
3. Uses: Farming clothes, farming items
4.History: From old days plantations for cotton and indigo were popular and the production
of indigo cotton started in 1780Ős. Today indigo dyeing and weaving is processed by the
same factory. Modernization has replaced the dye vats with tanks and the composition of
the dye itself by mixing indigo chemicals to the natural indigo.
*Weave*
(p.74)

1. Produced in Chichibu City, Saitama Prefecture.
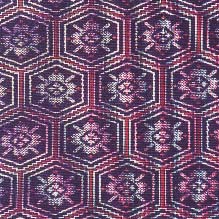
2. Characteristics: Silk fabric regarded as the forerunner of "Meisen"(common
silk fabric), practically used because of well fixed color and strong quality, also
called"Oni Chichibu." The way it is woven is called"Hogushi Ori."
First, a cloth is temporarily woven and patterns are dyed(printed). Then the weft is drawn
out and replaced with other threads to be woven again. Thus, it gives a unique splash
pattern.
3. Uses: Clothing,"Tanzen", bedding.
4. History: The silk produced in Chichibu was used as lining cloth from old days. When
"Meisen" was woven in the Meiji Period, they were loved and used in many
districts in Japan. However, use of the Chichibu Meisen declined in the Showa Era when the
need for such practical fabrics decreased.
*Weave*
(p.75)


1. Produced in Musashi Murayama City, Tokyo.
2. Characteristics: "Tsumugi"(pongee) woven with threads dyed by the wood
pattern method and printed, resembling "Oshima Tsumugi" in Kagoshima Prefecture,
having many different designs. It is moderately priced, yet, designated as TokyoŐs
"Intangible Cultural Property."
3. Uses: Clothing.
4. History: Cotton and indigo plantations and sericulture were popular in this district.
Both "Tsumugi"(silk) and cotton cloths were woven in old days and "Murayama
Kon Gasuri" was produced in late Edo to early Taisho Period. It was cotton fabric
with splash patterns dyed in indigo.
Specialists were invited from Isesaki(Gunma Prefecture) in 1919 when the need for silk
fabrics increased and the "Oshima Meisen" was produced."Murayama Oshima
Kasuri" was widely marketed after delicate splash patterns were successfully produced
by introducing the dyeing technique using wood patterns.
Thus, this area became famous as producing more silk fabrics than cotton fabrics and the
name was changed to "Murayama Oshima Tsumugi."
*Weave*
(p.75)

1. Produced in Hachioji City, Akikawa City, Tokyo.
2. Characteristics: "Mon Omeshi"(silk crepe with patterns), having high crimps
3. Uses: Clothes for female.
4. History: HachiojiŐs long history of weaving has a record showing that 350 years ago
it had produced some kinds of "Tsumugi". After the Edo Period, Hachioji has been
known as the most famous site for producing fabrics in the Kanto District, the area
covering several prefectures around Tokyo.
All the fabrics made were for the men at first, but those for the women were developed in
the Taisho Period(1912-1926) when westernized clothes for the men became popular and the
need for traditional clothes decreased. In 1926 silk serge was produced for the first time
in Japan by the Jacquard pattern weaving machine. "Tama Yuki" was successfully
developed in 1928 and since then, Hachioji has been the center of fabrics in Japan, mostly
producing fabrics for use by women.
In the 30Ős of Showa(1955-64), silk-wool combined weave was a boom but today, "Tama
Yuki" silk crepe is very highly re-evaluated.
*Weave*
(p.76)




1.Produced in Hachijomachi Hachijojima, Tokyo.
2. Characteristics: Silk fabric dyed with plant dyes and with vertical and cross stripes,
totally hand woven with threads dyed in 3 different colors: yellow, brown and black.
Various kinds of stripes in various combinations of threads with various shades of colors.
The fabric is light, tough and lustrous. The name "Kihachijo" means yellow
fabric produced in the Hachijo Island but the name also covers those in other colors.
3. Uses: Clothing, "Hanten"(short coats), "Tanzen"(quilted kimonos),
sashes, neckties, etc.
4. History: White plain silk was woven in the Heian Period and was used as a tribiue to
the government as "Ki Tsumugi"(yellow pongee) in the Muromachi Period and as
"Ki Tsumugi" or "Hachijo Jima"(Hachijo Stripes) in the Edo Period .
They were worn only by people in higher class such as feudal lords till the 1800-1830. The
name "Kihachijo" appeared in the late Edo and early Meiji Periods when it was
most popular.
Dyeing Method
"Hachijo Kariyasu"(Miscanthus tinctorius) is used to dye "Ki
Hachijo", the bark of "Madami"(Tabunoki, Machilus thunbergii) for
"Tobi Hachijo"(Brown Hachijo) and the bark of "Shiinoki"(Castanopsis
cuspidata) for "Kuro Hachijo"(black Hachijo).
1. "Ki Zome"(yellow dyeing) for "Kihachijo"
a. Decoction comes from the water in which dried plants("Kariyasu") are boiled 4
or 5 hours.
b. Threads are dipped for a night in the hot decoction.
c. Threads are squeezed and dried in the sun next morning.
d. The above process is repeated about 15 times and the color is fixed in the mordant of
ashes of "Tsubaki"(Camellia japonica) and "Sakaki"(Cleyera japonica).
2. "Kaba Zome"(Brown dyeing) for "Tobi Hachijo"
a. Finely cut bark of "Madami" are boiled for 6 to 7 hours to produce a
decoction. Barks are taken out of the decoction and dried and burned to ashes.
b. Ashes are put into decoction to bubble and grow red.
c. The decoction is poured onto the threads and left for a night.
d. Next morning, threads are squeezed and dried in the sun.
e. The process above is repeated about 15 times and then the threads are put in the
lye.The ashes in "Irori"(hearth) are used as the lye after they are solved in
the water at a definite ash-water rate.
f. The process above is repeated several times.
3. "Kuro Zome"(Black dyeing) for "Kuro Hachijo"
a. Decoction is made after the dried bark of "Shiinoki" is boiled for 6 or 7
hours.
b. As in the "Ki Zome," thread dripping in the decoction is repeated about 15
times. Then the threads are dipped in muddy water in a marsh which contains iron. This is
an iron mordant called "Numa Zuke"(marsh dipping).
c. After the threads are well soaked in the muddy water, the threads are washed in water
and dried in the sun.
d. The above process of decoction dipping(5 or 6 times): marsh dipping; decoction
dipping(1 or 2 times); again marsh dipping; is repeated in order to give color to the
threads.
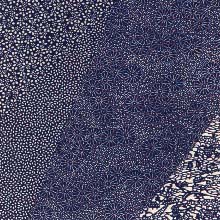
*Dye*
(p.78)





1. Produced in Katsushikaku, Tokyo
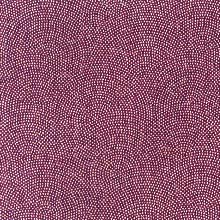
2. Characteristics: Stencil(paper pattern) dyeing. As the patterns are fine and of single
color, the dyed fabrics look plain.
3. Uses: Clothing
4. History: "Edo Komon(fine patterns)" is said to be originated from fine
patterns put on the warriorŐs formal dress called "Kamishimo," in the Edo
Period . The fine patterns were first used in "Kamishimo" in the Muromachi
Period and were widely used and developed as patterns during 1624-44 in the Edo Period.
It is called "Komon Gata"or "Kamishimo Komon" and each feudal lord
monopolized his own pattern denoting his feudal government. In the middle of the Edo
Period, however, the patterns were loved and widely used by common people and the patterns
became finer and more diverse. The name "Edo Komon" was named in 1955 when
Kosuke Komiya, who maintained the traditional technique, was designated as the
"Important Intangible Cultural Property" in order to distinguish the Edo Komon
from other multi-colored fine patterns.
Dyeing Method
1. Paper pattern carving.
Ise Katagami, produced in Suzuka City in Mie Prefecture, is used as a stencil pattern.
a. Paper pattern making. First, several handmade papers are pasted and layered with
persimmon astringent in such a way as the grain of the paper crossed with one another,(the
process is called "Kami Zuke"). After being kept untouched for a few days to
increase the stickiness of the persimmon astringent, the layered paper is dried in the
sun. After that, they are kept in a cellar or in a room, making it an unshrinkable and
water resistant paper pattern.
b. Carving the pattern. The number of paper patterns required for a design is determined
by the pattern and the carving method to be used. In general, 7 or 8 pattern papers are
used. They are carved on a draft pattern placed on them. There are 4 kinds of carving
techniques.
(1) "Kiri(gimlet) Bori(carving)"
A method of carving perforations by grinding a small gimlet shaped in a half circle.
(2) "Tsuki(pushing) Bori"
A method of carving a line by pricking forward the tip of a knife.
(3) "Hiki(pulling) Bori"
A method of carving a line by pulling the tip of a knife along a steel ruler put between 2
points.
(4) "Dogu(tool) Bori"
A method of carving patterns by sticking perpendicularly a knife, which has a section of
the pattern, on paper.
There is a way to reinforce paper patterns by inserting several thin silk threads between
2 paper patterns when they are put together with persimmon astringent. It is called
"Itoire"(thread insertion).
2. Dyeing
(1) "Hikinori"(glue application)
"Namanori," rice glue made from sticky rice is pasted thin and even on a long
wooden plate and dried in the sun. It is repeated several times.
(2) "Jibari"(cloth stretching)
A cloth is moistened and stretched on a wooden plate after it is moistened with water and
brushed evenly.
(3) "Katazuke"(pattern application)
A paper patten is put on the cloth and the resistant pasted with bamboo spatula to cover
all details of the patterns.
(4) "Jizome"(cloth dyeing)
The paste blended with dye is applied with a spatula all over the pattern. The action is
called "Shigoki." After that, the dyed cloth is taken off from the plate and
sawdust is sprinkled over it to prevent the glue from shifting in the steaming.
(5) "Mushi"(steaming)
The cloth is steamed in high temperature so that the dyed color is obtained and fixed on
the cloth.
(6) "Mizumoto"(washing)
When the cloth is cooled, the glue is washed off in the water.
(7) "Yunoshi"(hot water stretching)
After dipping in hot water, the cloth is dried and stretched.
(8) "Jinaoshi"(retouching)
The uneven parts of the patterns are retouched with a brush.
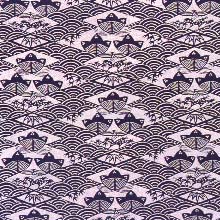
*Dye*
(p.81)



1. Produced in Katsushikaku, Tokyo.
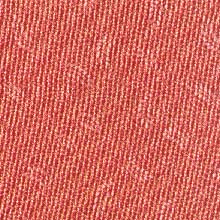
2. Characteristics: A kind of stencil dyeing, using a "Nagaita"(long plate) to
dye indigo cotton fabrics for use for"Yukata,"an informal kimono for summer.
"Chugata"(middle size) denotes the size of patterns, ranging between
"Daimon"(large pattern) and "Komon"(fine patterns). This dyeing method
is traditional from the Edo Period. Also called "Edo Chugata" or "Nagaita
Honzome Chugata."
3. Uses: "Yukata".
4. History:"Edo Chugata" is a traditional technique and was widely used
for"Yukata" for the common people in the Edo Period. In the end of 1890Ős,
however, most cloths for "Yukata"started being dyed with chemical dyes and the
need for "Edo Chugata" dwindled gradually.
As the trend continued in the Showa Period(1926-1989), a company to preserve "Nagaita
Chugata" was established with the cooperation of the government and enterprises.
In 1955, both Teikichi Matsubara and Kotaro Shimizu were designated as men of
"Important Intangible Cultural Property." The technique has been maintained
since then.
Dyeing Method
1. "Jibari"(cloth stretching).
"Himenori"(rice glue) is applied on "Nagaita"(long wooden plate) made
of "Momi"(fir, Abies firma) the size of 650 cm long and 45 cm wide. When the
glue is dried, the plate is moistened with a watered brush. One half of the total
length(1,200 cm) of the rolled cloth is placed on the plate with the remaining cloth in
the roll attached to the end of the plate.
2. "Katazuke"(pattern applying)
A stencil paper is put on the cloth and a resistant glue is applied on it with a spatula.
The process is also applied on the reverse side of the cloth with special care so that the
patterns on both sides are not shifted.
3. "Gojiru Biki"("Gojiru" applying)
"Gojiru" is applied to the cloth and then dried. "Gojiru" is a liquid
containing soy-bean which was ground. It is used here for pre-dyeing("Shita
Zome".)
4. Dyeing
A tenter, applied at the end of the cloth, is used as a handle to dip the cloth quietly
into the indigo vat. The cloth is dried in the air. The work is repeated several times.
5. "Mizumoto"(washing)
The cloth is washed in water to completely remove the resistant glue and then dried.
Last modified:10-December-1997