TOHOKU District
Aomori Pref. (Aomori), Akita Pref. (Akita), Iwate Pref. (Morioka),
Miyagi Pref. (Sendai), Yamagata Pref. (Yamagata), Hukushima Pref. (Hukushima)
*Weave*
( p.34 )

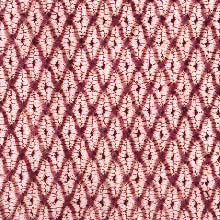
1. Produced in Hirosaki City, Aomori Prefecture.
2. Characteristics: A hemp cloth dyed in indigo on which varieties of geometrical patterns
are stitched with white cotton threads. The stitches are for reinforcing the cloth and for
warm keeping. The contrast in the color of indigo and white and the beauty of the orderly
patterns have great appeal to the men today.
3. Uses: Once used mainly for work garments, it is used today for many other items such as
sashes, wallets, handbags, neckties, wall carpets "noren"(shop curtain)
cigarette cases, table centers, etc.
4. History: The only type of cloth farmers were allowed to use was hemp. As the hemp
cloths were not strong, the farmers reinforced the cloths by dyeing them with indigo and
by stitching them with the threads taken from the stems of a grass called
"Choma"(or Karamushi ,Bochimeria nipononivea, same species as ramie). After the
Meiji Period(1868-1912) when cotton became more available, it replaced the hemp and cotton
was used both for the cloth and for the stitching. This is an example of how some farmers
invented a new technique in spite of very poor living conditions.
*Weave*
( p,35 )

1. Produced in Towada City, Aomori Prefecture.
2. Characteristics: A thick fabric woven with fine strips of cloths in the weft.
3. Uses: Work garments, farming garments, sashes, quilts for "kotatsu"(Japanese
foot warmer).
4. History: The feudal government of Nanbu encouraged the reinforcement of old worn
cloths. Strong hemp threads were used for the warp and finely torn old worn cloths as woof
Today, cotton threads are used as warp and the fabrics are more colorful.
*Weave*
( p.35 )

1. Produced in Kameda Shinmachi, Iwashiro cho, Yuri gun, Akita Prefecture.
2. Characteristics: A mixed fabric of the cotton flower and the cotton from
"Zenmai"(Osmunda japonica, royal fern or osmunda) and insect repellent and water
proof.
3. Uses: A cloth for full garments, coats, cushions and sashes.
4. History: The textile in Kameda were first produced in 1717 by weavers who came here
from Echigo, Niigata Prefecture. The Zenmai Ori was invented and put into market in the
Meiji Period by a cotton cloth trader. After that a new mixed fabric made with royal fern
cotton, cotton and downs of swan was invented, but this fabric is not being produced
today.
*Weave*
( p.36 )

1. Produced in Akita City, Akita Prefecture.
2. Characteristics: A refined and elegant silk textile. The main designs are vertical
stripes and lattice. "Hamanasu"(Rosa rugosa) or "Yama
Tsubaki"(Rhodoendron kaempheri, wild azalea) is used as dye. Called also as
"Akita Kihachijo". Resembling "Kihachijo" the color grows more clearer
when washed more often. Therefore, kimonos made of this cloth reach the finest color three
years after it is made. Three different names are given to them according to the dyes
used: "Tobi Hachijo", "Akita Kihachijo" and "Kawari
Hachijo".
3. Uses: A cloth for kimonos and for "Tanzen"(quilted outer garments).
4. History: The history of this textile in Akita is old. In the Kansei or Kyowa
Era(1789-1804 ) textiles were first made by Takiemon Ishikawa, native of the Northeastern
District, who produced "Une Ori"(literally, ridge weaving), "Ryumon
Ori"(plain textile with thick threads) and "Akita Hira".
In the Bunka Era(1804-1818) the feudal government of Satake invited Jinpei Hishinuma from
Kiryu(Gunma Prefecture) to instruct local people the techniques of dyeing and weaving with
the aim to develop the industry. He first wove "Hachijo Koshi"(leterally Hachijo
Lattice) in imitation of "Kihachijo." It was popular in the late years and was
called "Akita Kinu"(Akita Silk). He succeeded in producing specific tobi, brown,
color using the roots of "Hamanasu"(Rosa urugosa), which grows wild on the
beaches in Akita Prefecture. Because of its graceful color, the Akita Hachijo was
popularly sold in Edo(Tokyo), Kyoto and Osaka. In the middle of the Meiji Period 60,000
rolls were produced annually. After the Meiji Period, however, production decreased
drastically and today, only one weaving factory is trying to maintain the tradition.
Dyeing Method
The plants used for dyeing are (1) the roots of Hamanasu for brown and reddish brown,
(2) "Kariyasu"(Miscanthus tinctorius), "Yama Tsutsuji"(Rhododendron
kaempheri, wild azalea) and "Yama momo"(Myrica rubra) for yellow, (3) a blend of
"Hamanasu" with another plant dye, and the logwood(Haematoxylon campechianum)
for black.
Steps for Tobi color dyeing:
(1) Mordant: the reeled threads put through bamboo sticks are compound of iron, aluminum
and chrome for 24 hours and then washed in plain water and hydrated.
(2) Pre-dyeing: The threads are dyed for 4-5 minutes in the boiling dye liquid which is
obtained by boiling the roots of "Hamanasu" for 7-8 hours.
(3) Dyeing: The threads thus processed are put in a hemp bag. The bag is soaked and
stirred in the dye liquid for 4-5 hours. After washing in plain water, the threads are put
in lime water to produce the color.
*Dye*
( p.37 )


1. Produced in Hanawa, Kazuno City, Akita Prefecture.
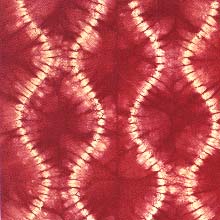
2. Characteristics: "Akane"(Rubia akane) or "Shikon"(root of Murasaki,
Lithospermum erythrorhizon ) is used as dye. The cloths are silk("Habutae" and
"Tsumugi") and cotton, plain dyed or dapple dyed with 4 kinds of designs:
"Omasu" "Komasu" "Tatewaku" and "Hanawa Shibori".
3. Uses: Garments, sashes, handkerchief (for tea ceremonies) and minor items.
4. History: "Akane" or "Murasaki" which grew wild, was used as dye
since the Nara Period in this district. As the Feudal Clan of Nanbu gave them protection,
the dyeing developed to an industry and the products were sent to Edo to be used as gifts
to the Imperial Court and the Shogunate. After the Meiji Restoration(1868), the industry
declined following the loss of feudal protection and also with the introduction of
chemicals which became popular. And, in spite of coping with such difficulties as the lack
of raw materials and long periods necessary for production, the Kuriyama Family still till
today has been maintaining the "Akane" and "Shikon" dyeing.
Dyeing Method
The following is the method of dyeing a silk cloth.
1. Pre-dyeing: The cloths soaked in lye are dried in the sun on clear days from May to
September. The work is repeated 130 times for the "Akane Zome" and 20 times for
"Shikon Zome". After that the cloths are kept untouched for a year.
2. Tie-dyeing: Designs are given by dyeing manually or with wood plates.
3. Dyeing: Cloths are soaked in a dye liquid in a big tub. This task is repeated ten or
more times until the desirable color is attained. The work is done on clear days as the
cloths are dried in the sun.
4. Finishing: Ties are loosened and the cloths are kept in a cabinet for 2 to 4 years to
fix the color.
*Weave*
( p.38 )


1. Produced in Shiratakacho Nishiokitamagun, Yamagata Prefecture.
2. Characteristics: A high quality hand woven silk, as precious as "Yuki
Tsumugi" and "Oshima Tsumugi". This is a cloth with splashed patterns such
as "kikko"(literally, tortoise shell) and "juji" literally cross. Raw
silk threads are used for the warp and for the patterns and special thread, called
"Omeshi ito" for the woof, which gives crimps to the cloth.
3. Uses: garments.
4. History: Yonezo Komatsu succeeded in weaving this fabric in 1929 after studying and
developing the traditional technique in the district.
*Weave*
( p.39 )


1. Produced in Yonezawa City, Yamagata Prefecture.
2. Characteristics: The threads used for this fabric are dyed with
"Benibana"(Carthamus tinctorius, safflower).
3. Uses: Clothing.

4. History: The Benibana's origin was in Egypt and was transplanted in old times to Japan
via India and China. The Benibana, it is said, was first cultivated in this district in
the end of the Muromachi Period. It is also said that the Feudal Lord, Yoshimitsu Mogami,
of the Yamagata Castle had it transplanted or that merchants had brought it into this
district.
The Benibana in this district was called "Mogami Koka"(Benibana in Mogami, old
name of the district) and was most popular as a dye and cosmetic, called "Kyo
Beni"(rouge in Kyoto) in the Edo Period. The production, however, fell in the Meiji
Period when chemical dyes became popular and the Benibana became an illusional flower just
after the World War II.
In the early 1950's , there were those who hoped to revive the Benibana dyeing and started
studying how to grow it and how to use it as a dye. In 1964, they succeeded in producing
Benibana Tsumugi, pongee, and produced here: "Osaen Benibana Tsumugi" dyed with
Benibana, "Ai"(indigo), walnut and "Kariyasu"(Miscanthus tinctorius)
and "Benibana Teori Tsumugi", hand woven pongee.
Dyeing Method
1. The Benibana, which are picked when they are mostly blossoming, are trampled by
bare foot and then fermented. A solid, called "Benibana Mochi" is made after the
fermented flowers are crushed, dried and pressed.
2. The Benibana solid, which is put in a hemp bag, is soaked in tepid water for two hours
until the water gets yellow. This process is repeated twice. The yellow liquid can be used
as liquid dye for yellow.
3. The Benibana solid is soaked in a tepid potassium carbonate liquid, and a reddish
liquid is obtained. The liquid becomes the dye used for the Benibana Tsumugi.
4. Both red and yellow are extracted from Benibana. If indigo is added, it is possible to
obtain any color.
*Weave*
( p.40 �j

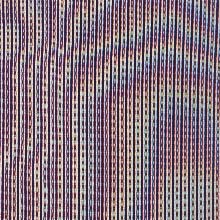
1. Produced in Nagai City, Yonezawa City , Nishi Okitamagun, Yamagata Prefecture.
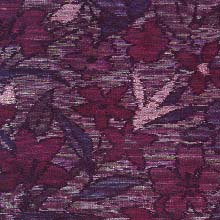
2. Characteristics: Fabric woven with large "Kasuri" patterns. Specific
threading with the threads called "Hatcho Nenshi" gives the fabric a calm color.
As the quality and designs are similar to those of "Kasuri Tsumugi"(splash
pattern pongee) in Ryukyu, Okinawa, it is also called "Yone Ryu", abridged from
Yonezawa Ryukyu Tsumugi.
3. Uses: Kimono, Haori(coat for kimono).
4. History: As a result of the introduction of sericulture, silkworm raising
"Choma" or "Karamushi" ramie, Bochmeria nipononivea, was replaced by
silk. A remarkable development was made in 1751 to 1822, when the Feudal Lord Yozan Uesugi
encouraged lower class warriors to work on weaving at home, inviting weaving specialists
from Kyoto and Ojiya, in Niigata Prefecture and indigo dyeing specialists from Sendai,
Miyagi prefecture. His effort was effective for the improvement of the Nagai Tsumugi and
the market expanded to Edo(Tokyo), Kyoto and Osaka: the Tsumugi then was called
"Okitama Tsumugi".
At the end of the Edo Period, Tsumugi with resemblance to the one in Ryukyu(Okinawa) was
produced. The "Yone Ryu" was named in early Meiji by tradesmen although it is
unknown who did it. In the Meiji Period, the name was changed to "Nagai
Tsumugi". As influenced by "Oshima Tsumugi" which was popular in Meiji to
the Taisho Era, the color became dark brown. There are many kinds of colors today
including dark blue, indigo, and white and called "Kon Gasuri" and "Shiro
Gasuri".
Dyeing Method
Both warp and woof threads are dyed with plant dyes after being processed with a
wood-plate tie dye method.
*Weave*
( p.41 )

1. Produced in Morioka city, Iwate Prefecture.
2. Characteristics: Fabric woven with wool manually span and dyed with plant dyes.
3. Uses: Western clothes("Yofuku") ,coat, sashes, shawls, mufflers, neckties.
4. History: Sheep breeding started and weaving techniques were instructed by a British
missionary inn this region in early Meiji. A Ms. Otoko Umehara made efforts for production
and popularization in the Taisho and Showa Eras, obtaining official recognition as the
special product of the Prefecture.
*Dye*
(p.41)


1. Produced in Iwaizumimachi Shimoheigun, Hanaizumimachi Nishiiwai-gun, Morioka City,
Iwate Prefecture.
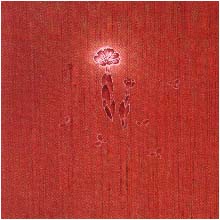
2. Characteristics: Silk and cotton fabric dyed with Shikon, roots of Murasaki,
Lithospermum erythrorhizon, and Akane Rubia akane. The color is mostly purple. There are 2
kinds: one is the Shibori(dapple) made of dyed cloth: the way is called Ato Zome, after
dyeing, and the other Tsumugi, pongee, the fabric made of dyed threads called Sakizome,
before-dyeing.


3. Uses: Kimono, sashes, bed linen and cushion cloths.
4. History: The origin is obscure but it has a history of 300 years, probably because good
quality Shikon was obtained in this region. It has been a special product till the end of
the Edo Period with the protection of the feudal government of Nanbu. Since the Kanbun
Era(1789-1801) in the Edo Period, the Nanbu pongee was well known in Japan as it was an
item to be dedicated to the Shogunate. Stripe patterns, after the era, came out after
specialists were invited from Kyoto. Today, the tradition of cloth dyeing is maintained by
the Fujita Family in Morioka City and that of thread dyeing by the Yaegashi Family in
Iwaizumimachi. However, traditional Iwaizumi Nanbu pongee is not woven today because Fuji
and Fuki Yaegashi, who are designated as "Intangible Cultural Properties", are
very old. The Hanaizumi pongee is woven by Mr. Shimpei Onodera today.
Dyeing Method
The roots of Murasaki and Akane are used for the dye and the mordant is the lye of
Nishigori tree.
1. Ato Zome, after-dyeing
Patterns, drawn on cloth with Aobana, sap taken from the flower of Murasaki Tsuyukusa,
Tradescantia reflexa, are sewn with cotton threads. The cloth is dyed after the tie dye
technique is applied with Nui maki or Take maki in which cotton threads or bamboo sheaths
are used for tying. After the tied cloths are soaked in the dye, the threads are drawn out
and the dyed cloth is steamed.
2. Saki Zome, Before dyeing
The stages of work are required to put the threads in the lye and to put them to dry in
the sun. Then, the threads are put in the liquid, called Gojiru, obtained by grinding
sodden soybeans. This process is repeated 3 times. Then the threads are kept for 1 year.
After that, the dried threads are soaked 5 to 6 times in the dye and finally dried in the
shade. Taumugi is woven by hand.
*Dye*
( p.43 )

1. Produced in Morioka City, Iwate Prefecture.
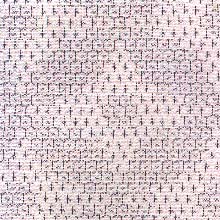
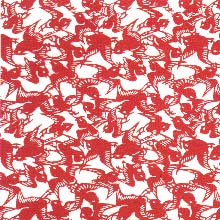
2. Characteristics: Stencil dyeing applied to cotton and pongee with indigo and other
plant dyes, such as Shikon and Akane. Long used old patterns are still in use. The stencil
was used in the Edo Period for Kosode(kimono) and Kamishimo(set of half garment and skirt)
both worn over Kosode as warrior costumes. There are about 300 kinds of patterns,
including Komon, all-over patterns, Kasuri, and Nanbu Takewari, family crest of Nanbu
clan.
3.Uses: Sashes, interior items.
4. History: The original dyer was Zensuke Hirukoya who lived in Yamanashi Prefecture. He
dyed small flags "Sashimono" and warrior�s coats which were worn over the
armor "Jinbaori", both of which were used in battle. His family followed the
feudal lord in 1633 when the Nanbu clan was ordered to move to Morioka. He named himself
the first Somemoto(headmaster of the technique). Mr. Saburo Ono, present dyer, is the 16th
master of this dyeing technique. In "Kodai Katazome"(literally, old days stencil
dyeing) paper sheets of patterns, paper cutting and dyeing techniques have been inherited
from older generations.
Dyeing Method
The Hikizome technique is used mainly with indigo. It is a technique of dyeing cloth
using a brush.
*Weave*
( p.44 )

1. Produced in Sendai City, Miyagi Prefecture.
2. Characteristics: Thick silk fabric with stripes, compactly woven. Although the fabric
is tough, the touch is soft and the surface is elegant and lustrous. Stiff and
straightened, the fabric does not yield any vertical wrinkles and gives rise to rustling
when the user walks. Regarded as the best for � Hakama� (skirt) since the old days, it
is said to be so tough as it is able to be used for 4 generations.
3. Uses: Male Hakama, neckties, purses, tobacco pouches.
4. History: The origin is said to be Seigo Ori which was woven by Yaemon Komatsu who was
invited from Kyoto by the Feudal Lord Yoshimura Date around 1735. Though very popularly
used by warriors in the Edo Period, the needs decreased after World War II. Only one
weaving factory, named Koda, keeps the tradition today.
*Weave*
( p.44 )


1. Produced in Shiroishi City, Miyagi Prefecture. 2.Characteristics: Woven on a loom
with silk warp and weft of paper threads produced by twisting cut up handmade paper. Well
ventilated, light and soft, and durable. 3. Uses: Once widely used for summer cloth.
Today, for pouches and small items. 4. History: Good quality paper was produced in this
district in the Edo Period. The cloths were first made as a side business by the warrior
class. The quality was improved and demand increased since the fabric became one of the
items used as gifts to the Shogun. With the end of the feudal system at the Meiji
Restoration (1868) the production came to an end. A Chutaro Sato revived the production
and the fabric became a useful substitute to meet the lack of textile in the years of
WWII.
( p.45 )
1. Produced in Shiroishi City, Miyagi Prefecture.
2. Characteristics: " Cloth " made completely of hand made paper.
3. Uses: Mainly used to keep warmth.
4. History: "Kamiko", paper cloth, is said to have been used in year 730-750. It
has some religious origin; paper cloths were good for Buddhist monks in training in that
the kamiko does not ventilate and was warm for monks in the cold temples in contrast to
hemp cloth which ventilates. The monks did not feel uneasy about killing silkworms for
silk nor for hiring women for its production. These facts conformed to the Buddhist
discipline. Buddhist monks used the paper cloth, Kesa, surplice. This tradition can be
seen today in Omizutori", a Buddhist event at Todaiji Temple in Nara.
The Kamiko was also used by warriors who had to stay outside in the battle fields in
winter. In the Edo Period, the cloth was used by common people for warm keeping and also
for "futon" (mat) cloth, produced in many regions in Japan. However, the
Shiroishi Kamiko is the only paper cloth produced in Japan today.
Dyeing Method
The paper is made of " Kozo" ( Broussonetia kazinoki) persimmon juice or
paste obtained from "Konnyaku" (Amorphophalus konjac) is applied to the paper
and the paper is softened by crumpling. Plant dyes are mainly used and the patterns are
"komon"(all over small patterns,) and those seen in Sarasa, Javanese silk with
patterns of men, animals, birds and flowers.
*Dye*
( p.46)

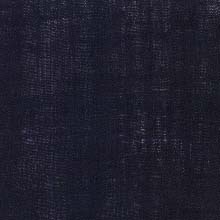
1. Produced in Kurikoma City, Miyagi Prefecture.
2. Characteristics: Hemp cloth dyed with indigo which is fermented at a normal temperature
in early summer. The method is called "Hiyashi Zome" (cold dyeing ) and the
simplest way to dye as additional heating is not applied. In "Shoai Zome ", all
the stages of labor of hemp planting, indigo sowing, spinning, weaving and dyeing are all
processed independently without relying on others for any part of it.
3. History: The "Hiyashi Zome" technique is said to be originated in the Nara
Period. The Federal Government of the Date Family encouraged the planting of indigo in the
Edo Period. As the farmers were forbidden to wear silk garments and the climate was not
good for cotton planting, they planted hemp. Hemp weaving and indigo dyeing were
exclusively engaged by women and the technique was handed down through generations. In
1955, Ayano Chiba was designated as the holder of the "Important Intangible Cultural
Property".
Dyeing Method
1. Hemp seeds are sown in April and it harvests in late July or early August. Spinning
and weaving are done in winter.
2. Indigo
Seeds are sown in rice nursery in the middle of April. When ripened, the indigo is reaped
in early July and in August. The leaves of indigo are taken off from the stems just after
they are reaped and they are dried in the sun. The dried leaves are scrubbed with the
hands. After this process is repeated 2 or 3 times, they are put into straw bags for
keeping.
In Feburuary the indigo leaves are cleaned with water and piled up on the
"Aidoko" (indigo bed)of straw mat which is put over rice chaff and rice straw. A
straw mat and rice straw are put over the indigo leaves. They get fermented and heated in
3 or 4 days. They are watered and put upside down every 1 or 2 weeks. The process is
repeated until the leaves have no more heat. Then they are left untouched until April.
In April, the indigo leaves are taken out of the bed and put in a mortar to be beaten. The
beaten indigo leaves are made into balls 10 centimeter in diameter called
"Aidama" and are dried.After drying, the balls are broken into lumps with the
size of chestnuts and stored . The indigo lump and burnt charcoal ash are put together in
a wood tub in water 35 degrees centigrade. Water is added every day for a week. When foam
is formed in the tub after a week, all of it is blended until the color of the foam
becomes dark purple. This is how the "Aijiru" is processed and it is called
"Aidate"(indigo dye making).
3. Dyeing
Hemp cloths are boiled and then bleached in water. Then the process is repeated 3 times-
soaking the cloths in the "Aijiru"(indigo dye) for half an hour and then drying
them to get the color. The dyed cloths are cleaned in water and treated with soy-bean
juice "Gojiru" and dried in the shade.
*Weave*
( p.48 )


1. Produced in Aizuwakamatsu City, Aizusakashitamachi Kawanuma gun, Shiokawamachi,
Inawashiromachi Yamagun, Fukushima Prefecture.
2.Characteristics: A striped designed cotton fabric dyed with indigo, tough and absorbent.
3. Uses: Working clothes, everyday clothes and pouches.
4. History: Home woven cotton cloths have been made in this district since olden days.The
Aizu Momen as merchandise started around 1643 when Masayuki Hoshina, Feudal Lord,
encouraged wives and daughters of warriors to be engaged in weaving as side work. When
spun threads were provided well in the middle of the Meiji Period, Aizu Momen became
drastically popular in the market. The production reached its height in late Meiji and
early Taisho Eras as the climate was favorable for indigo planting.
Last modified:10-December-1997